
Une bonne impression 3D ne commence pas au moment où la machine chauffe, mais au moment où l’on choisit la bonne technologie, le bon matériau et les bons réglages. Dans ce guide d’impression 3D, je vais aller droit aux points utiles: comment sélectionner une machine, quels matériaux privilégier, quels paramètres changent vraiment le résultat et comment éviter les échecs qui coûtent du temps et du filament. L’objectif est simple: vous aider à passer d’un modèle à une pièce propre, exploitable et répétable.
Les points clés pour démarrer sans gaspiller de temps ni de matière
- La FDM est la voie la plus simple pour débuter: elle coûte moins cher, pardonne davantage et convient très bien aux prototypes et aux pièces utiles.
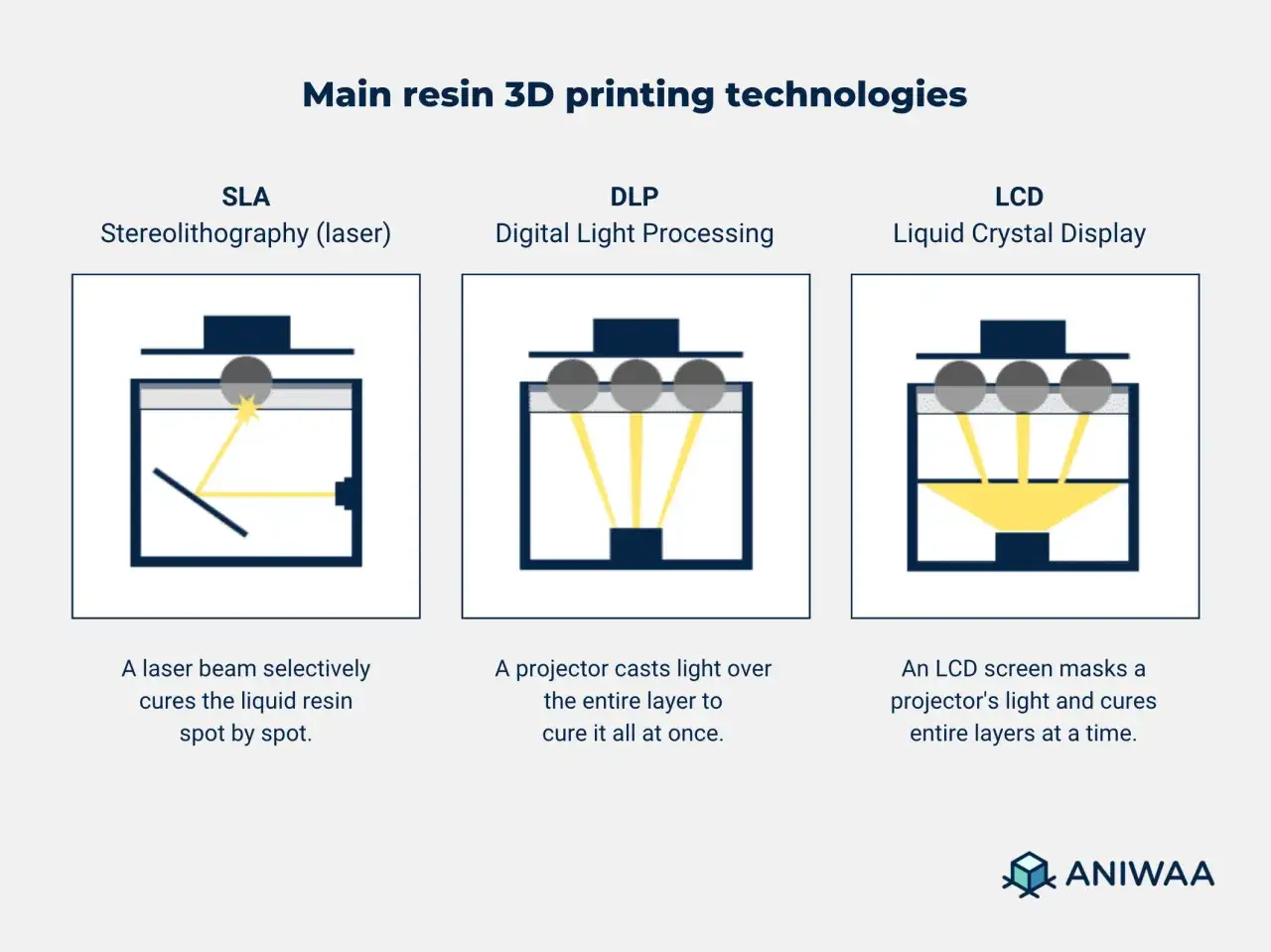
- La SLA prend l’avantage dès que le détail, la finesse de surface et la précision visuelle deviennent prioritaires.
- Le PLA reste le matériau de départ le plus tolérant, tandis que le PETG, l’ABS, l’ASA et le nylon répondent à des besoins plus techniques.
- Pour la plupart des pièces, je pars sur 0,15 ou 0,20 mm de hauteur de couche, puis j’ajuste selon le rendu et le temps.
- La première couche décide souvent du succès ou de l’échec, bien plus qu’un réglage avancé mal choisi.
- En résine, il faut compter lavage, séchage et post-polymérisation; ce n’est pas une option, c’est une étape du procédé.
Choisir la bonne technologie selon la pièce à produire
Avant même de parler de matériau, je regarde toujours le type de pièce à fabriquer. Une figurine détaillée, un support mécanique et un boîtier pour électronique n’impliquent pas les mêmes contraintes, donc pas la même technologie. En pratique, le choix se joue surtout entre FDM, SLA et, plus rarement à la maison, SLS.
| Technologie | Ce qu’elle fait bien | Ses limites | Je la choisirais si... |
|---|---|---|---|
| FDM ou FFF | Extrusion de filament fondu, matériel accessible, pièces utiles, prototypes rapides | Stries visibles, finition moins fine, supports parfois marqués | Je veux apprendre vite, imprimer à coût contenu et produire des pièces fonctionnelles |
| SLA | Détails fins, surface lisse, excellente précision visuelle | Résine plus salissante, post-traitement obligatoire, volume d’impression souvent plus limité | Je privilégie l’esthétique, les miniatures, les modèles précis ou les petites pièces complexes |
| SLS | Pièces techniques complexes, géométries internes, pas de supports dédiés | Équipement coûteux, usage surtout industriel ou semi-professionnel | J’ai besoin de pièces robustes, répétables et très complexes sans contrainte de support |
Si je devais résumer brutalement: la FDM est la meilleure porte d’entrée, la SLA est la plus séduisante pour le rendu, et la SLS devient intéressante quand la complexité mécanique prend le dessus. Formlabs résume d’ailleurs bien le flux de travail en trois étapes: conception, impression, puis post-traitement. Une fois la technologie choisie, le vrai sujet devient le matériau.
Les matériaux qui comptent vraiment
Le matériau n’est pas un détail de catalogue. Il détermine la température, l’adhérence au plateau, la résistance mécanique, la tenue à la chaleur et même l’odeur dans la pièce. Les plages ci-dessous recoupent les profils matériaux qu’on retrouve dans la documentation de Prusa; je les traite comme un point de départ, pas comme une vérité absolue pour toutes les machines.
| Matériau | Réglage de départ | Atout principal | Point de vigilance | Usage recommandé |
|---|---|---|---|---|
| PLA | Buse 185–235 °C, plateau 50–60 °C | Le plus simple à imprimer | Résistance thermique limitée | Prototypes, objets décoratifs, pièces d’essai |
| PETG | Buse 215–270 °C, plateau 70–90 °C | Bon compromis entre facilité et solidité | Peut stringer si la température est trop haute | Pièces fonctionnelles, boîtiers, usage quotidien |
| ABS | Buse 230–255 °C, plateau 95–110 °C | Bonne tenue mécanique et thermique | Warping marqué, ventilation nécessaire | Pièces techniques et mécaniques |
| ASA | Buse 220–275 °C, plateau 90–110 °C | Meilleure tenue aux UV et à l’extérieur | Risque de retrait et de fumées, surtout sans caisson | Pièces extérieures, supports exposés au soleil |
| Nylon | Buse 240–285 °C, plateau 70–115 °C | Très bon comportement mécanique | Absorbe l’humidité, demande souvent un drybox et un caisson | Charnières, engrenages, pièces sollicitées |
Je reviens souvent au même tri simple: PLA pour apprendre, PETG pour aller plus loin sans se compliquer la vie, ABS ou ASA quand la contrainte thermique compte, et nylon quand la pièce doit vraiment travailler. Pour la résine, je ne raisonne pas en “facilité”, mais en détail et en finition: la qualité est très élevée, mais le processus demande du lavage, de la patience et plus de précautions. Cette logique mène directement aux réglages, parce que le bon matériau ne compense jamais un mauvais slicing.
Les réglages qui font la différence dès les premières couches
Dans 90 % des cas, les premiers écarts de qualité viennent moins de la machine que du paramétrage. Je commence presque toujours par trois leviers: la hauteur de couche, le remplissage et l’adhérence au plateau. C’est là qu’on gagne du temps, qu’on évite les ratés et qu’on améliore la solidité sans dépenser plus de matière que nécessaire.
Hauteur de couche et buse
Avec une buse de 0,4 mm, je garde en tête une règle simple: la hauteur de couche doit rester sous 80 % du diamètre de la buse, donc autour de 0,32 mm au maximum. Pour une pièce “normale”, 0,15 ou 0,20 mm offre souvent le meilleur équilibre entre qualité et durée d’impression. Quand je veux aller plus vite, je monte; quand je veux du rendu, je descends. Une hauteur variable peut aussi être très utile sur une pièce qui mélange zones visibles et zones cachées, parce qu’elle raccourcit le temps sans sacrifier tout le niveau de détail.
Remplissage, périmètres et rigidité
Beaucoup de débutants surévaluent le remplissage interne. En réalité, les parois et les périmètres pèsent souvent plus que l’infill sur la solidité perçue. Pour une pièce décorative, je peux rester à 15 ou 20 % de remplissage. Pour une pièce utile, je monte plutôt vers 25 à 40 % et j’augmente d’abord le nombre de périmètres avant de gonfler l’infill. C’est plus rentable en rigidité, et souvent plus propre à l’impression.
Lire aussi : Alimentation PC - Sens de montage : le guide pour éviter les erreurs
Adhérence au plateau et supports
La première couche est la vraie fondation. Si elle est mauvaise, le reste du job se dégrade rapidement. Je vérifie donc le nivellement, la propreté du plateau et la température avant de lancer une longue impression. Sur les pièces à base étroite ou avec des angles marqués, un brim peut faire une différence nette: c’est une lèvre de matière ajoutée autour de la pièce pour augmenter l’adhérence. Pour les surplombs, je préfère souvent réorienter le modèle avant de multiplier les supports; on imprime plus proprement quand on aide la géométrie au lieu de la forcer. Les matériaux comme l’ABS, l’ASA ou le polycarbonate demandent encore plus de vigilance, car le retrait thermique y provoque facilement du warping, c’est-à-dire un soulèvement des bords ou une déformation des coins.
Une fois ces réglages stabilisés, il devient beaucoup plus simple de préparer correctement le fichier lui-même.
Préparer le fichier 3D avant d’imprimer
Le slicer est le logiciel qui transforme un modèle 3D en couches imprimables. C’est là que se joue une grande partie de la réussite, parce qu’un bon modèle mal orienté donnera un mauvais résultat, alors qu’un modèle simple bien préparé peut sortir très propre. De mon côté, je passe toujours par la même vérification avant de cliquer sur “imprimer”.
- Je vérifie l’échelle et les unités, surtout si le modèle vient d’une autre source que mon logiciel de CAO.
- Je contrôle les épaisseurs de parois, les textes en relief et les petits détails qui peuvent disparaître à la coupe.
- J’oriente la pièce pour réduire les surplombs, améliorer l’adhérence et placer les marques de couche sur une zone moins visible.
- Je regarde l’aperçu couche par couche pour repérer les “îlots” suspendus, les ponts trop longs et les supports inutiles.
- Si je travaille en résine ou sur une pièce creuse, j’ajoute les trous d’évacuation nécessaires pour vider correctement le volume interne.
Le point que beaucoup de gens sous-estiment, c’est le contrôle visuel dans le slicer. Une vue 3D flatteuse peut masquer un problème banal mais fatal: une zone qui démarre dans le vide, un support mal placé ou une section trop fine pour la buse choisie. C’est précisément ce type de détail qui évite les impressions ratées et prépare le terrain pour le post-traitement.
Post-traitement et sécurité ne sont pas des détails
Sur une FDM, on peut parfois retirer les supports et utiliser la pièce presque tout de suite. Sur une SLA, ce n’est pas le cas: il faut laver la pièce, la laisser sécher puis la passer sous UV pour qu’elle atteigne ses propriétés finales. Cette différence change le rythme du projet, le niveau de salissure et le budget d’exploitation.
Je garde en tête trois familles de gestes simples:
- En FDM, je retire les supports, j’ébavure, puis je ponce si la pièce doit recevoir une peinture ou un apprêt.
- En résine, je porte des gants, je nettoie à l’alcool isopropylique ou dans un solvant adapté, puis je fais la post-polymérisation.
- Avec l’ABS et l’ASA, je privilégie un espace ventilé, parce que ces matériaux ne sont pas faits pour être imprimés à la légère dans une pièce fermée.
Le vrai sujet ici n’est pas la peur, mais l’hygiène de travail. Une résine mal manipulée colle, irrite et contamine vite un espace de bureau. Un filament technique mal ventilé peut aussi devenir désagréable, voire problématique selon la configuration de la pièce. Si l’on veut une imprimante 3D fiable sur la durée, il faut traiter le post-traitement et la sécurité comme une partie normale du flux, pas comme une corvée de fin de chantier. Une fois ce point accepté, le budget devient beaucoup plus lisible.
Le budget réaliste pour un premier atelier d’impression 3D
Je préfère toujours parler en ordre de grandeur, parce qu’en 3D les écarts entre marques, options et promotions sont réels. Mais pour se repérer rapidement, on peut construire un budget très crédible sans tomber dans le fantasme.
| Poste | Ordre de grandeur | Ce que cela couvre |
|---|---|---|
| Imprimante FDM d’entrée de gamme | Environ 200 à 500 € | Premières pièces, apprentissage, prototypes simples |
| Imprimante FDM plus confortable ou fermée | Environ 500 à 1 000 € | Meilleure stabilité, matériaux plus techniques, usage régulier |
| Imprimante SLA de bureau | Environ 300 à 800 € | Détails fins, petites pièces, rendu visuel supérieur |
| Filament grand public | Souvent 20 à 40 € le kilo | PLA, PETG et consommables de base |
| Filaments techniques | Souvent 40 à 80 € et plus le kilo | ABS, ASA, nylon, composites, matériaux renforcés |
| Résine standard | Budget plus élevé au litre | Pièces détaillées, lavages, post-cure et consommables associés |
| Accessoires de départ | Environ 30 à 100 € | Spatule, cutter, pince, gants, alcool, brosse, pied à coulisse |
Le piège classique consiste à ne regarder que le prix de la machine. En réalité, l’écosystème coûte aussi: buses de rechange, plateau supplémentaire, alcool isopropylique, gants, boîte de séchage, ventilation ou filtres. Si je veux un atelier efficace, je préfère investir d’abord dans la stabilité et les consommables de base plutôt que dans une machine “spectaculaire” qui complique les premières heures. Pour un usage informatique ou domestique, c’est presque toujours le bon arbitrage.
Ce que je ferais en partant de zéro pour obtenir des pièces fiables
Si je devais repartir de zéro, je commencerais avec une FDM fermée ou bien stabilisée, du PLA, une couche à 0,20 mm, un remplissage modéré et un réglage propre de la première couche. J’imprimerais ensuite un cube de calibration, une tour de température et une petite pièce fonctionnelle simple, pas un objet “ambitieux” qui mélange tous les problèmes à la fois. C’est le moyen le plus rapide de comprendre ce qui vient de la machine, du matériau et du fichier.
- Je valide d’abord la première couche et l’adhérence.
- J’ajuste ensuite la température pour limiter stringing, sous-extrusion et warping.
- Je note chaque modification dans un carnet ou un fichier simple, parce qu’en impression 3D les bons réglages se perdent vite.
- Je ne passe au PETG, à l’ABS ou à la résine que quand le flux de base est stable.
Au fond, la progression la plus efficace en impression 3D n’est pas d’empiler les options, mais de maîtriser une chaîne simple avant de la complexifier. Si je garde ce principe, chaque nouvelle machine, chaque matériau plus exigeant et chaque réglage avancé deviennent des leviers utiles, pas des sources de frustration.